







-
 2026-02-10
2026-02-10 -
 中舰智能
中舰智能 -
 351
351
As the wave of intelligent manufacturing upgrades sweeps across industries, the energy and chemical sectors, particularly in hazardous chemical storage and transportation, face increasingly prominent warehousing challenges: stringent compliance requirements for hazardous material storage, high risks associated with manual operations, inefficient space utilization, and crude inventory management practices. These issues severely hinder corporate safety operations and hinder cost reduction and efficiency improvement. Against this background, CNANC has developed a material-box intelligent three-dimensional warehouse project for AUTOWER, a leader in hazardous chemical storage and transportation. This turnkey solution integrates hardware, software, and industry-specific customization, opening a new form of safe and efficient warehousing operations for energy and chemical enterprises.
Project Overview:

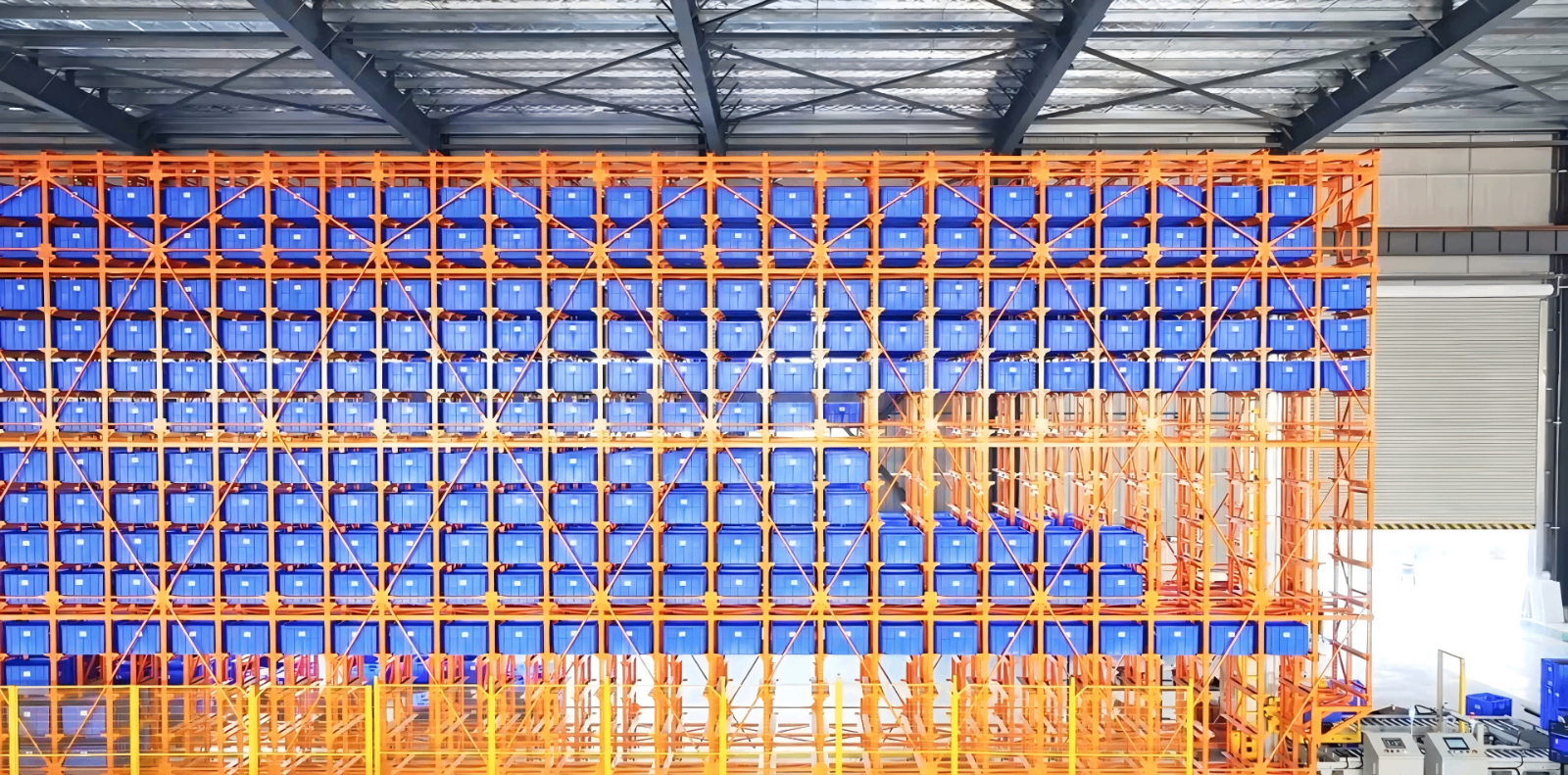
This turnkey smart warehousing and logistics project is specifically designed for the energy and chemical industry, addressing logistics processes, hazardous material storage characteristics, and site layout while ensuring safety, compliance, and forward-looking capabilities. The warehouse system features a bull-leg high-rack layout with 2,008 standard storage bays, significantly improving storage density compared to conventional flat storage. The core equipment includes dual-extension aisle stacker cranes with a standard operational efficiency of 75 boxes per hour, complemented by roller conveyors, lift transfer machines, and ultra-high detection devices. These systems enable fully automated operations for hazardous materials, covering the entire workflow from "storage to delivery," with fully automated operation, and achieve "goods to person" delivery. The project also integrates self-developed WMS and WCS to establish an efficient, collaborative intelligent management hub.
Core solution:
1. High-reliability hardware cluster: The stacker adopts explosion-proof and dust-proof design, suitable for hazardous chemical storage environments; the bull-leg shelves are made of high-strength steel, strictly complying with industry safety standards such as GB50016, ensuring stable load-bearing capacity; the conveying system integrates ultra-high and ultra-wide detection devices to ensure compliance of inbound goods loading.


2. Intelligent Management Hub: The WMS system integrates a hazardous chemical storage rule database, supporting zoned classification storage, expiration management, and full-process traceability. The WCS system enables precise scheduling of equipment coordination, featuring self-diagnostic capabilities and emergency efficiency reduction operations, ensuring round-the-clock stable and controllable storage and transportation of hazardous chemicals.

3. End-to-end compliance service: We deliver full-cycle support from compliance planning and explosion-proof equipment installation to professional operation training. Our responsive after-sales team ensures long-term stable project operation, giving clients complete peace of mind.
Customer benefits:
· Space utilization achieves a quantum leap: three-dimensional shelving systems fully harness vertical space potential, delivering storage density over five times higher than conventional flat warehouses, maximizing storage capacity in confined spaces.
· Remarkable cost reduction and efficiency gains: Automated equipment has fully replaced manual handling and sorting operations, with an estimated 30% annual cost savings. Order processing efficiency has been significantly improved, and the error rate for inventory operations has been reduced to near zero.
· Inventory management with precision and control: Powered by WMS/WCS systems, it delivers real-time inventory data visualization, supports smart inventory counts, stock alerts, and historical data tracing, providing accurate data support for production decision-making.
· Operations safety has been comprehensively upgraded: The stacker is equipped with triple safety protections against derailment and top collision, while the system complies with explosion-proof and isolation standards for hazardous chemical storage, significantly reducing manual intervention and lowering operational risks in high-risk scenarios.
Safety compliance is the baseline for the energy-chemical and hazardous materials storage and transportation sectors, with efficient operations as the core focus. This project case not only resolves the safety challenges in hazardous materials storage but also fulfills the industry's core demands for efficient turnover and compliant traceability. It also provides a reference for intelligent upgrades in similar high-risk industries (e.g., new energy materials, bio-pharmaceutical). Moving forward, we will continue to specialize in smart warehousing, focusing on core needs such as explosion-proof upgrades, intelligent traceability, and green energy efficiency. We will iteratively introduce customized solutions to assist energy and chemical manufacturing enterprises in their intelligent transformation, and inject lasting momentum into the development of the industry.